 アームレスト付のウィンザーチェアーを作ります
アームレスト付のウィンザーチェアーを作ります
 デザインのヒントと作図
デザインのヒントと作図
|
意匠を考えるためのヒント
シェーカーの家具に裁縫用の回転椅子があります。
 なかなかチャーミングですね。シェーカーの椅子には、おなじみのラダ−バックだけでなくウィンザーの様式を取り入れた物が初期のころには沢山ありました。背のスピンドルのカ−ヴが前から気になっており、このたび私なりのウィンザ−チェア−を考えてみました。
なかなかチャーミングですね。シェーカーの椅子には、おなじみのラダ−バックだけでなくウィンザーの様式を取り入れた物が初期のころには沢山ありました。背のスピンドルのカ−ヴが前から気になっており、このたび私なりのウィンザ−チェア−を考えてみました。
|
スッケチそして作図 何枚かのスッケチを思いつくままに描きます。
 そして作図、椅子は体に直接接する家具なのでかたい木の椅子の場合お尻りや、腰、背中といった部分に添ったカーブが必要です。シェカ−のリボリングチェア−はラダ−バックと違いしっかり腰をささえてくれそうでしょ。やはり椅子だけは原寸で作図するに限ります。ダイレクトにそのもののカーブや厚みを表現してくれます。
そして作図、椅子は体に直接接する家具なのでかたい木の椅子の場合お尻りや、腰、背中といった部分に添ったカーブが必要です。シェカ−のリボリングチェア−はラダ−バックと違いしっかり腰をささえてくれそうでしょ。やはり椅子だけは原寸で作図するに限ります。ダイレクトにそのもののカーブや厚みを表現してくれます。
|
|
原寸図面ができました
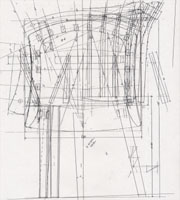
やはりスピンドルの角度が放射線状に広がっているため転び角度の求め方がヤネコイです。
図面をクリックすると少し大きな図面になります
|
治具作りと墨付け
|
型板作り
MDF板(中質繊維版)に紙の伸びを極力抑えるため、スプレーのりで原寸図を貼り付け図面どおりにジグソ-で切り抜きます。
 私は7mm厚のMDFを使用しています。右のベージュ色が針葉樹で、左の茶色が広葉樹で作られたもの。密度はあまり変わらないとゆうことですが、広葉樹の方が硬度が少し硬いような気がします。 私は7mm厚のMDFを使用しています。右のベージュ色が針葉樹で、左の茶色が広葉樹で作られたもの。密度はあまり変わらないとゆうことですが、広葉樹の方が硬度が少し硬いような気がします。
|
図面のラインどおり鉋で仕上ます。
 パターンビットで習い加工するので、形作りにかなり影響します。ていねいに、かつ正確に作業を進めています。正確な型板作りが丈夫な家具作りのスタートだと思っています。 パターンビットで習い加工するので、形作りにかなり影響します。ていねいに、かつ正確に作業を進めています。正確な型板作りが丈夫な家具作りのスタートだと思っています。
|
|
型板が出来ました

それぞれのパーツで使用する治具はそのつど極力アップして行きたいと思います。
|
|
型板を使って荒木取り用の墨付けをします。
 役物は型板を使って。その他(曲がりのない物)は、長さはプラス15ミリ、幅と厚さは5ミリ多く墨付けし、荒木取りします。 役物は型板を使って。その他(曲がりのない物)は、長さはプラス15ミリ、幅と厚さは5ミリ多く墨付けし、荒木取りします。
|
役物はリングワッシャーを使い墨付けをすればエーガイ二に荒木取り用の墨付けが出来ます。
 |
座板を作る その1
|
脚用のホゾ穴加工
小根付二枚ホゾ穴のルーター加工をおこないます。
 13度のテーパー付治具を裏面から作図の位置に固定し、12ミリのストレートビットで
加工します。
角度のついたベースはそのまま固定しておき、テンプレートを小根用のものへ取り替え、
同様に加工します。 治具の大きな写真はこちら (ホゾ部分は90ミリのロングビットを装着したルーターが必要なため、
小根用にシヨートビットを取り付けたルーターがもう一台有ると便利です。)
13度のテーパー付治具を裏面から作図の位置に固定し、12ミリのストレートビットで
加工します。
角度のついたベースはそのまま固定しておき、テンプレートを小根用のものへ取り替え、
同様に加工します。 治具の大きな写真はこちら (ホゾ部分は90ミリのロングビットを装着したルーターが必要なため、
小根用にシヨートビットを取り付けたルーターがもう一台有ると便利です。)
|
スピンドルのホゾ穴加工
 3度のテーパー付治具を放射状に7.5度づつスライドして、16ミリのストレートビットで
大入れ加工します。 治具の大きな写真はこちら 同様に肘掛のスピンドルホゾ穴も加工します
3度のテーパー付治具を放射状に7.5度づつスライドして、16ミリのストレートビットで
大入れ加工します。 治具の大きな写真はこちら 同様に肘掛のスピンドルホゾ穴も加工します
|
|
木取り
 バンドソーで木取ります バンドソーで木取ります
|
トリミング
 治具をビス止めし、ベアリング付のパターンビットでならい加工をします。(ビス穴は座繰りをするので無くなります。) 治具をビス止めし、ベアリング付のパターンビットでならい加工をします。(ビス穴は座繰りをするので無くなります。)
|
|
座繰り(ルーターで深さ決めを行います)
12ミリのコンパネに座ぐり面のかたどりをし、写真のようなテンプレートを作ります。
 30ミリのUグルーブビットで一枚目は深さ6ミリ程度 30ミリのUグルーブビットで一枚目は深さ6ミリ程度
|
二枚目の深さ決め
 深さを12〜15ミリ程度に掘り込みます。注文して頂いた方の体型にこの二枚目のテンプレートを調整します。ここで座り心地がかなり違ってきます。 深さを12〜15ミリ程度に掘り込みます。注文して頂いた方の体型にこの二枚目のテンプレートを調整します。ここで座り心地がかなり違ってきます。
|
|
三枚目の深さ決め
深さを18〜20ミリ程度に掘り込みます
|
座板を作る その2
|
座繰り(ウッドバガ−で粗彫り)
 以前はチェ−ンソ−を使用していましたが、今では小回りのきくこれを使っています。刃は切れるように常に研いでおき、プロテクターも準備します。 以前はチェ−ンソ−を使用していましたが、今では小回りのきくこれを使っています。刃は切れるように常に研いでおき、プロテクターも準備します。
|
ルーターで彫り残ったリブ状の所や深さ決めの段差を荒取りします。

|
|
座繰り(鉋掛け)
 まず四方ぞり鉋で横摺りします。 まず四方ぞり鉋で横摺りします。
|
使用する四方ぞり鉋
 座繰りのカーブに合わせネキまで豆鉋で成型していきます 座繰りのカーブに合わせネキまで豆鉋で成型していきます
|
|
座面の仕上げ
 仕上げはサイドライトを当てながら削ると鉋枕がよく見えうまくいきます。 仕上げはサイドライトを当てながら削ると鉋枕がよく見えうまくいきます。
|
スクレパー
 軽くスクレパーで削って座繰りの終了(座面のアールに合わせてバンドソーの刃で製作したものも有ります) 軽くスクレパーで削って座繰りの終了(座面のアールに合わせてバンドソーの刃で製作したものも有ります)
|
座板を作る その3
|
ホゾ穴の仕上げ
 ルーターで加工した足のホゾ穴は、隅にRが残っていますから、鑿で成型します ルーターで加工した足のホゾ穴は、隅にRが残っていますから、鑿で成型します
|
 通しホゾなので、座面側のホゾ巾は胴付側より0.5〜1ミリ程度広くします。(楔を打つので広がります) 通しホゾなので、座面側のホゾ巾は胴付側より0.5〜1ミリ程度広くします。(楔を打つので広がります)
|
面取り|
 小口、小端の鉋がけをおこない座板が出来ました。 小口、小端の鉋がけをおこない座板が出来ました。
|
| もどる |
|次へ|
姫島正和家具製作所
広島県大竹市栗谷町小栗林128
tel.fax 0827-56-0070
E mail himechan-2011@fch.ne.jp